联系我们
CONTACT US
![]()
电话:13832710233
![]()
座机:0317-5965977
![]()
传真:0317-5965680
![]()
网址:www.qingfengjs.com
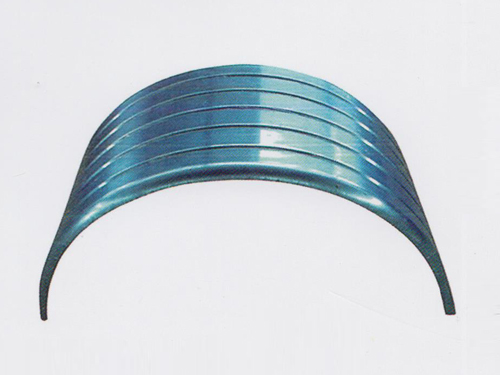

双胎单桥挡泥板能够阻挡泥沙和积水飞溅,保护车身清洁。原车尺寸匹配,原装位螺钉,安装简易。双胎单桥挡泥板在生产过程中出现冲击纹是注射成型中较常见的一种缺陷,其产生是由于浇口处的剪切速率、应力大于材料的许用值,或浇口与邻近塑件表面的剪切速率、应力相差很大。因此在分析结果中看浇口附近的剪切速率是否过大,若过大将会引起塑件浇口附近出现冲击纹。在次利用MoldFlow软件进行仿真分析,模拟整个注塑过程,观察浇口附近的剪切速率。
将模型导入MoldFlow中进行网格划分、。在根据实际的生产工艺,建立和实际一样的浇注系统,工艺参数也与实际一致,材料选择牌号为PAR206的长纤维增强聚酰胺材料,然后在MoldFlow中对挡泥板进行模拟分析后。从分析结果看,在浇口位置处出现了剪切速率过大的现象,造成了塑件出现冲击纹缺陷。
此外,现有的双胎单桥挡泥板冲压模具,在冲压过程中,容易出现褶皱甚至破裂现象,良品率低,其原因在于,一是挡泥板本身的形状复杂,结构不对称,既有沟槽又有悬臂,因此在传统生产过程中,需要经历折弯、压筋、成形等多次工艺,二是冲压模具的结构设计以及整体进行调节不合理,针对不同型号的挡泥板,往往需要 换不同的模具,不仅不能生产出的挡泥板产品质量的稳定性,而且生产效率低,人员和能耗成本都较高。
而目前行业中出现的一种新型双胎单桥挡泥板冲压模具,由上模座、上模仁、下模仁、下模安装板、支撑板、垫板和底座组成,其特征在于,所述下模仁安装板上设有一滑块,所述一滑块上安装有 滑块,所述上模座上设有第三滑块,所述 滑块内设有导板,所述下模仁安装板和上模座上设有安装槽,所述安装槽内的棱角处设有圆角,所述一滑块和第三滑块分别安装在所述安装槽内,所述下模仁设有凸模型腔,所述凸模型腔内设有凸模,所述凸模内设有凹槽,所述上模仁设有定位件,所述定位件插入所述凹槽内,所述凸模设有垫块和固定角,所述下模仁上设有固定槽,所述固定角安装在所述固定槽内,所述下模仁和上模仁设有拉延筋。
在材质方面,这种双胎单桥挡泥板大胆的采用了碳钢材质,对于这种材质来说,冷却是淬火的关键工序。它直接影响淬火后的钢的性能。淬火的冷却速度要大于临界冷却速度,以获得过冷马氏体组织。同时在冷却过程中还要控制结晶过程中内应力的产生,防止变形和开裂的发生。为了淬火效果,应选择合适的冷却介质和冷却方法。本实验中我们选择室温下的水作为冷却介质。而热处理是一种重要的金属加工工艺方法,目的是提高钢的性能(使用性能和工艺性能)。钢的热处理的工艺特点是,将钢加热到 的温度,保温 的时间,然后以 的冷却速度进行冷却。通过该工艺过程使钢的性能发生改变。双胎单桥挡泥板随炉子加热达到所需的加热温度以后,还要进行一段时间的保温,以整个零件均匀充分地达到所需要的温度。显然保温时间跟工件的大小和形状有关系。
双胎单桥挡泥板在生产的时候,凸模上设有一矩形槽,下模安装板上设有 矩形槽,一矩形槽和 矩形槽之间安装有垫块,通过垫块凸模的安装高度。在压力的作用下,凸模与下模安装板之间通过垫块紧密连接,在 换不同的凸模的时候,其安装精度通过垫块控制,不需要对凸模进行额外加工,方便 换凸模,加工不同型号的挡泥板,提高生产效率。下模仁和上模仁设有拉延筋以及槽,在本实施例中的拉延筋不仅具有阻料效果,控制板料的流动,阻止板料往里流动,同时还为挡泥板增加横向凸棱或者凹槽,防止泥土在挡泥板平面上面凝结成块,便于脱落。下模安装板上固定安装有个限位柱,下模仁棱角处设有个限位槽,限位柱卡在限位槽内。通过限位柱控制下模仁的安装精度,合模时候下模仁不会偏移。支撑板由横向支撑板和竖向支撑板组成。加工时将板料放在下模仁上,左右可以各放一块板料,可以同时对左右挡泥板同时冲压成型,凸模左右形状对称,两侧受力均匀,加工后的挡泥板形状一致。在加工精度的同时,提高了生产效率。以上所述仅为本实用新型的较佳实施例而已,并不仅用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
